



車パーツメッキ加工で旧車330型セドリックバンパーに歪みと錆が有る状態で綺麗に仕上げる 広島県の業者様
2018年10月30日








上の写真は日産セドリック330型の
純正クロムメッキ製バンパーです。
年式は1976年前後で
42年前のバンパーになります。
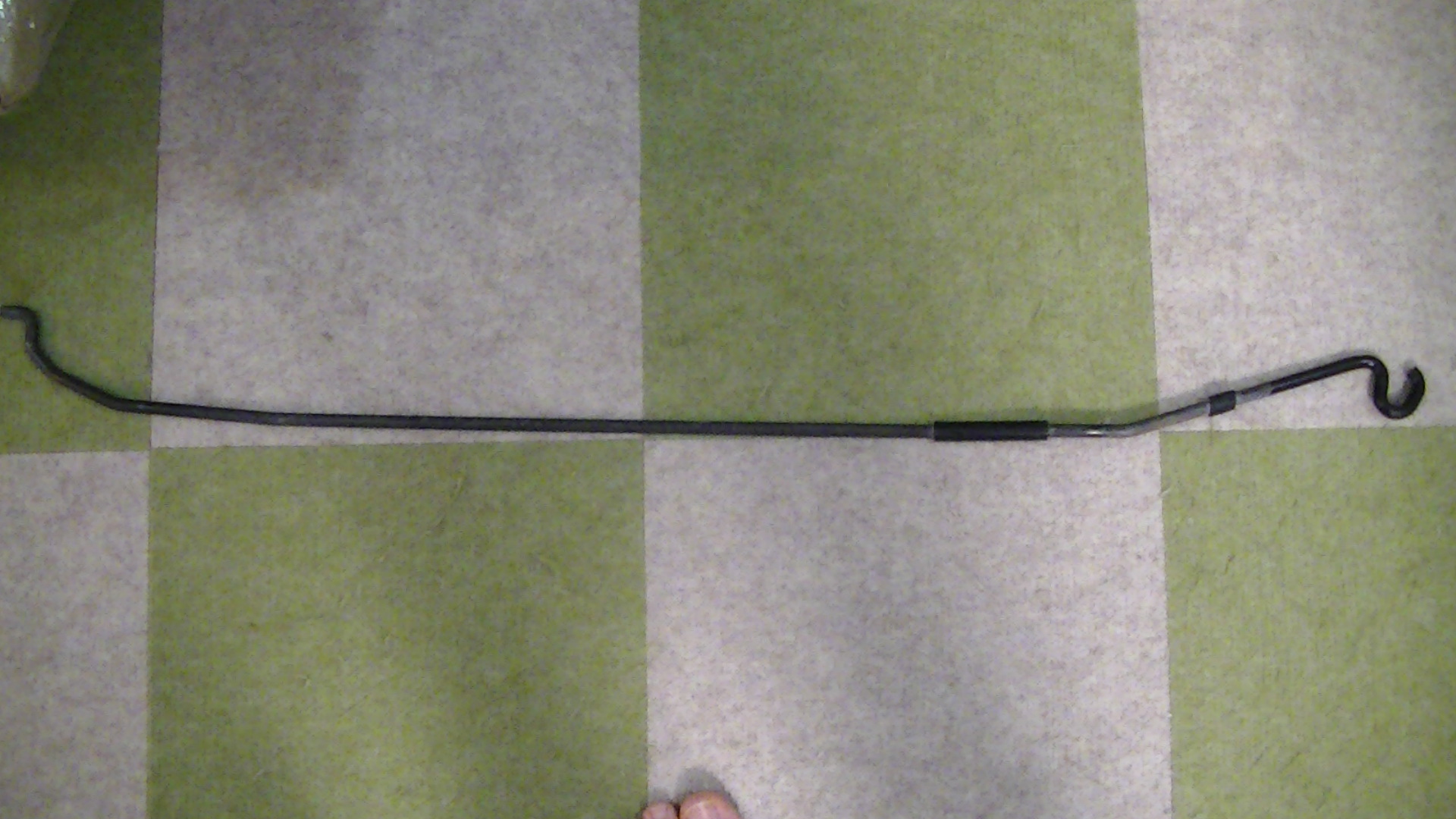
このバンパーの特徴はハコスカやケンメリ
ジャパンのバンパーと違い縦長のタイプです。
42年前のスチール製バンパーとしては
腐食はマシな方だと感じますが
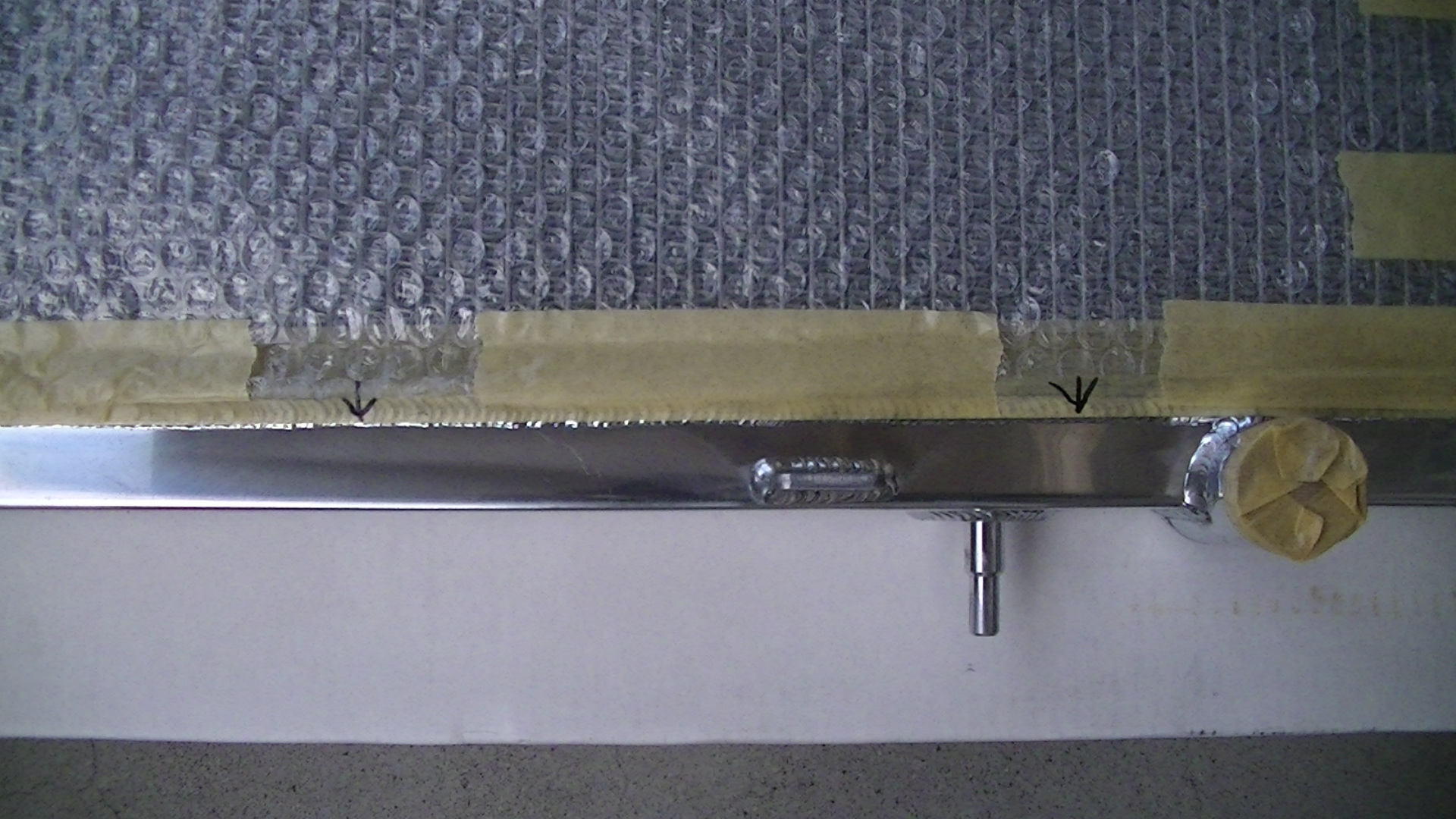
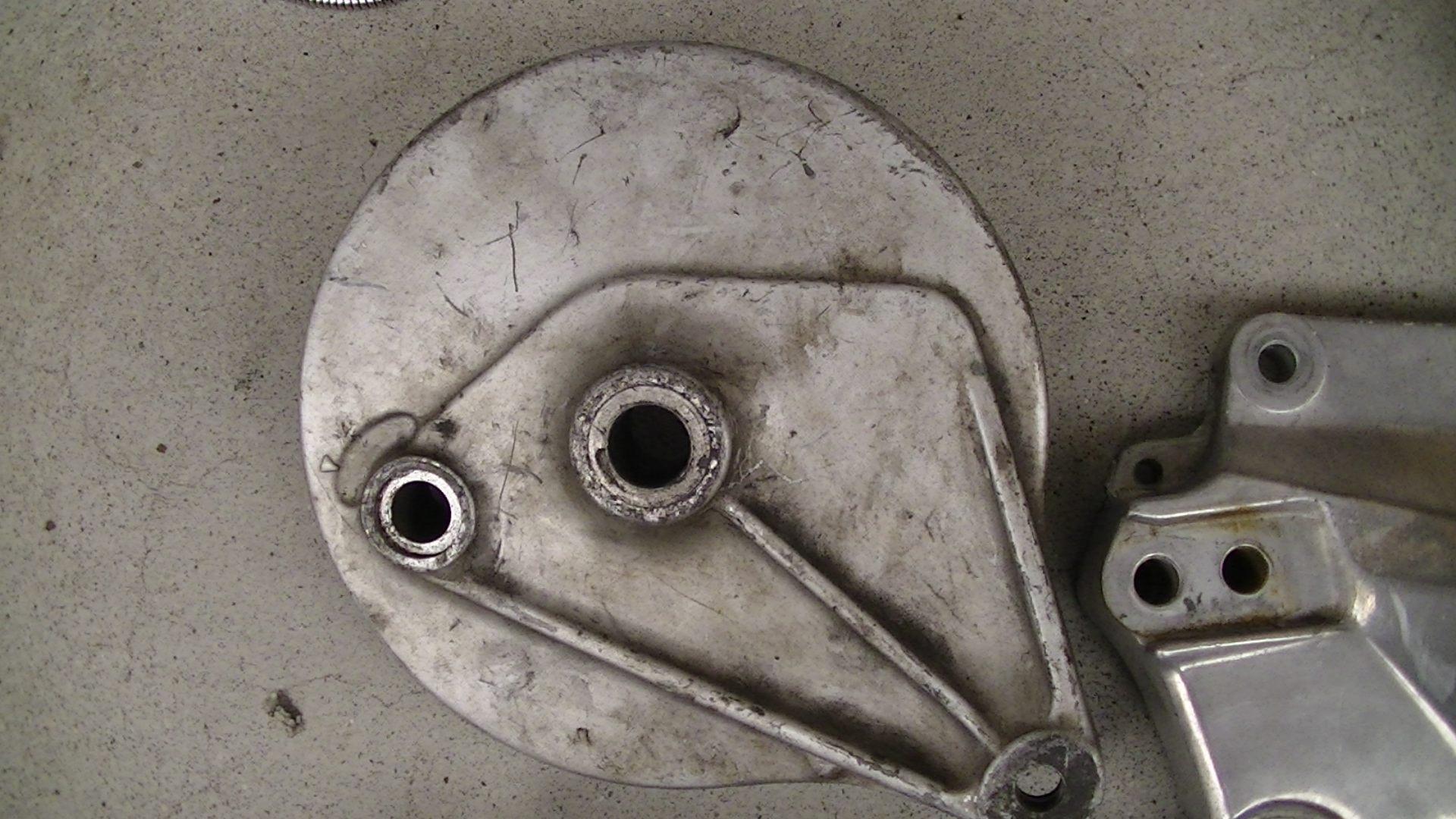
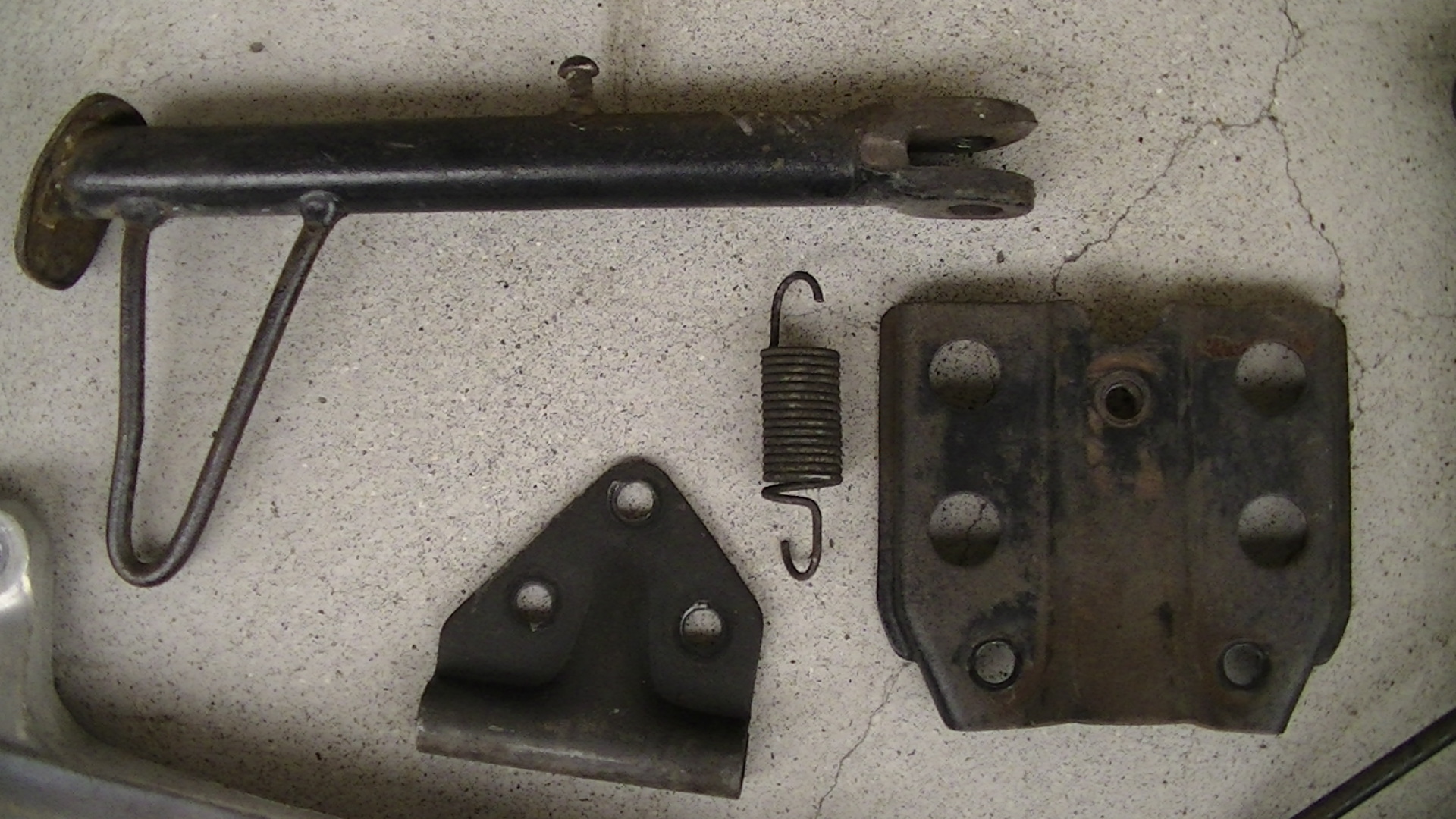
前後バンパー共に下部の箇所に
当たった様な歪みにハンマーと
ペンチの様な物で直した痕が御座います。
写真の中にその部分を表面と
裏面をアップさせて頂いております。
細かく言うと傷は御座いますが
バフ研磨作業で小傷は消える程度です。
初めての業者様ですが事前にお電話で
ご相談下さいましたので
スムーズに検品させて頂きました。
業者様とこのセドリックのオーナー様より
全て当社のお任せと言うご希望ですので
業者様には当社のメッキランク中メッキ加工
(分厚いメッキ)仕上げ+板金加工を施す
お話をさせて頂きました。
バンパーの腐食が酷く板金加工も出来ない状態ならば
当社のメッキランク上メッキ加工
(最高級モーターショー用クロムメッキ)で
加工しなければ綺麗なバンパーに戻る事は
御座いませんが・・・
今回のバンパーの生地は
経年劣化しているとは言えまだ寿命が
来ている訳では御座いませんし
今までの経験上
板金加工で修復出来るレベルですので
中ランクで充分だと判断させて頂きました。
それでは今回の日産セドリック330型
42年前のフロント、リアバンパーの
再メッキ加工(リクローム)+板金加工の
施工方法を業者様と個人様に
分かりやすくご説明をさせて頂きます。
今回のバンパーはご覧の様にバンパー下部に
歪が有る事からシアンによる剥離作業で
メッキと錆を溶かした後にバンパー表面を
バフ研磨し板金加工させて頂きます。
当社のバフ研磨作業最終番手は420番手になります。
顔がしっかり写り込むレベルの仕上がりです。
中メッキ加工に於ける板金加工には真鍮を溶かした
板金で歪修正はベテラン職人による手作業によって
修正していきます。
これらの作業は専門職人による作業ですので
メッキ職人が行う作業では御座いません。
加工方法としてはオリジナルの道具を使用し
歪修正した上で真鍮を溶かした状態で
板金したい箇所に流していきます。
この作業が終了致しますと
もう一度、バフ研磨作業により板金修正後で
出来た凹凸を平らにしクロムメッキ完成後には
全く板金痕が無い状態になる様に致します。
この板金技術は日本トップレベルだと
専門業者様からは喜んで頂いております。
後は、分厚いメッキ仕上げで完成になります。
カテゴリ:ブログ



































































 全国配送対応!
全国配送対応!