



メッキ加工を施す工程に於いて経年劣化樹脂が薬品負けするとどの様になるのか
2019年11月23日



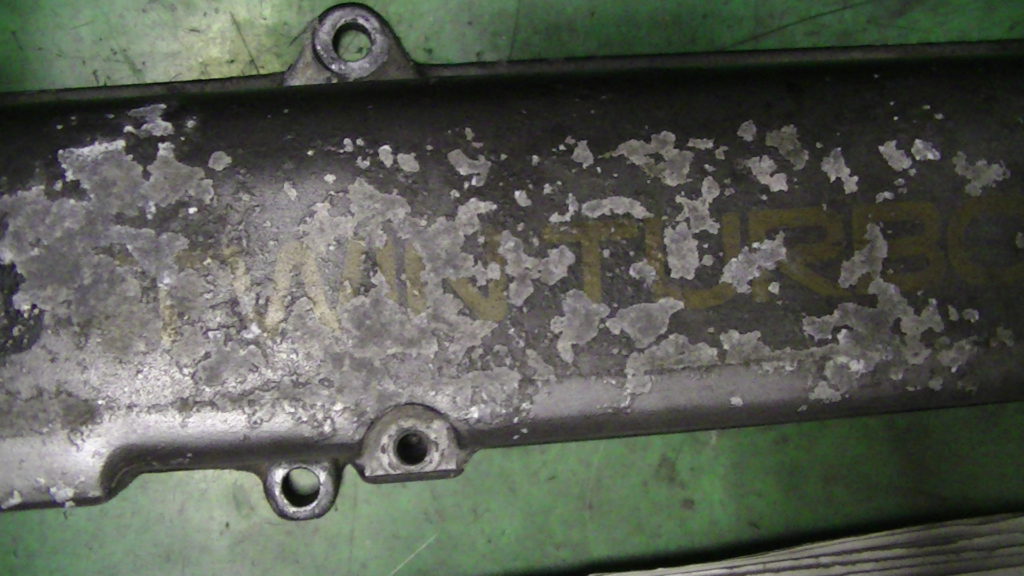
メッキ加工に於いて必ず使用する薬品。それは部品の材質によって使い分けるのですが金属の場合は樹脂と違って部品が経年劣化によって錆が出たり腐食痕が出る様な事があってもキツイ薬品にも耐えれるし、耐えれない場合には板金加工等を行う事により完成時には綺麗な状態で仕上がりますが、新品未使用品の樹脂は大丈夫なのですが経年劣化した樹脂は金属部品よりも断然キツイ薬品に弱く上の写真の様に寿命がきている場合はご覧の様に溶けてしまったり割れてしまったりと散々な結果に繋がるリスクがあるのです。要するに経年劣化した樹脂に装飾クロムメッキ加工を施す為にはこの様なデメリットが発生してしまう事もあると言う事です。全ての樹脂部品に見られる結果では御座いませんが、単なるその時の見栄えだけでは加工が出来るのか?出来ないのかの判断が物理的に出来ません。薬品に浸して見た結果がどうなのかと言う事でしか判断がつかないのです。弊社は全面的に経年劣化製樹脂に対して装飾クロムメッキ加工のご依頼を受けさせて頂いておりますが、お客様に喜んで頂く為にはより慎重に検品を行い装飾クロムメッキ加工の薬品に対して生地に耐性が有るのか、無いのかを判断させて頂く事に重点をおいておりますが上の写真の様な事になる事も御座います。危険な賭けみたいなものですので新品未使用品が手に入るのなら購入をお勧めさせて頂きます。因みに樹脂製品に対して剥離や脱脂作業を行わないで装飾クロムメッキ加工を施した場合は見栄えのクオリティはお客様のイメージとは程遠い仕上がりになります。上の写真で言いますと全体的に白っぽく変色している所はまだ生地が生きていますが黒っぽい又は生地が薄くなったり溶けている部分は経年劣化により樹脂の寿命と言う事です。この様な注意点がある樹脂はABS樹脂、ポリプロピレン、レジン、FRP、様々な合成樹脂等の経年劣化品です。例えば、自動車部品で例えますとリフレクター、グリル、樹脂バンパー、モール、アウタードアハンドル、エンブレム、ホイルキャップ、バイク部品の場合、カウル等、トラック部品の場合は樹脂製グリル、バッテリーカバー、通称シュノーケル、内装樹脂部品がそれらの気を付けなければいけない物です。
カテゴリ:ブログ















 全国配送対応!
全国配送対応!